中
|
En
Stock code:300114
Website Group
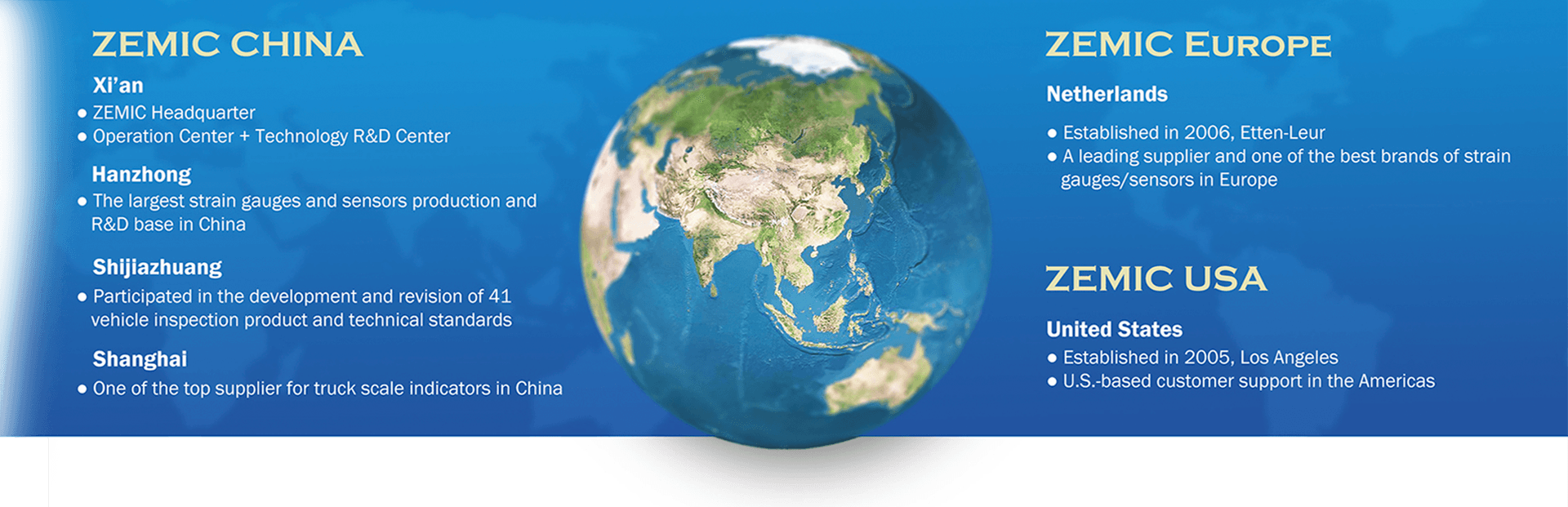
ZEMIC Huayan
ZEMIC YaoHua
ZEMIC Europe
ZEMIC USA
Home
Products & Services
Resistance Strain Gauge
Strain Gauge Based Sensor
Industrial Weighing Equipment
Precision Fluid Control Equipment
Instrument & Indicator
Logistics Weighing
Intelligent Transportation
Digital Smart Factory
Cases & Applications
Retail
Express & Logistics
Commercial Electronics
Smart Warehousing
Intelligent Traffic
Vehicle Inspection
Industrial Measurement & Control
Online Service
Basic Knowledge
Product Approvals
Catalog Download
About Us
Sales Network
Company Profile
Enterprise Culture
News
Contact Us
Hot products
Resistance Strain Gauge
Strain Gauge Based Sensor
Industrial Weighing Equipment
Precision Fluid Control Equipment
Instrument & Indicator
Logistics Weighing
Intelligent Transportation
Digital Smart Factory
Load more
Cases & Applications
Retail
Express & Logistics
Commercial Electronics
Smart Warehousing
Intelligent Traffic
Vehicle Inspection
Industrial Measurement & Control
Load more
About Us
Stock code:300114
Stock name:Zemic
Load more
News
Contact Us
Sales Network
Shaanxi ICP No.05005352-1